NOTWITHSTANDING its load of debt, the firm grew. If James was no financier, he was aware of markets, and he looked to the West. Half a century later the Cunningham company would produce four-fifths of all the carriages sold west of the Mississippi. But the West of 1842 lay almost at James' doorstep. He began modestly, often hitching up a string of buggies and traveling through the upstate New York countryside, from Rochester to Niagara Falls, demonstrating and selling his product. The large, agreeable young man, slow-spoken and entirely confident of himself, inspired confidence in his customers. More often than not, he would return home on horseback: the indication of a successful selling trip.
His main problem was to build a reputation. A multitude of small carriagemaking firms had sprung up in the new West; it was a rich field for exploitation. Advertising was common in the forties and fifties of the last century, but most of it was too crass to be persuasive; moreover, it was carried in newspapers with small circulations. For James' purposes, a better means of publicity were regional fairs, where the product itself might be seen. He relied on them rather than on newspapers. Mostly he relied on the obvious superiority of his products.
For all its picturesqueness, the era between 1830 and the Civil War was one of shoddy goods and slipshod mechanics. This is not to deny honorable exceptions, but for the most part craftsmanship had gone out with the Jacksonian revolution. The Yankees who built the new railroads and machines were eager and ingenious rather than painstaking. Even in that immensely optimistic age people were sometimes troubled by the frequency with which locomotives were wrecked and steamboat boilers exploded. By and large, standards of workmanship did not rise until the end of the period, with the arrival of slower-paced, more thoroughgoing immigrant mechanics from Great Britain and Germany.
As a consequence, James Cunningham was in a nearly
unique position. Excellence stood out. Moreover, a carriage was too expensive to be bought without deliberation and some assurance of its merits. A good rig attracted attention in any small community.
Significantly, not all the customers were private individuals. Until the advent of the automobile, the livery stable was an important feature of every town, and proprietors of livery stables had a shrewd eye for good carriages. James cultivated good relations with these men. A man who hired a Cunningham carriage from a livery stable and liked it might eventually buy one for himself.
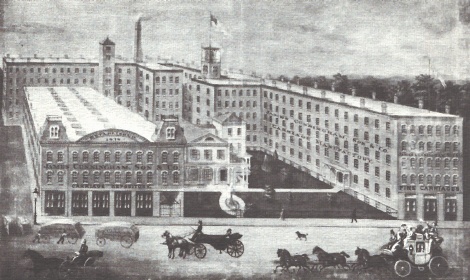
The business grew, to such an extent that in 1848, when the original carriage works burned, James was able to replace it immediately with another. The new factory was built on Canal Street, in Rochester, a little farther west than the first, and in the manner of those times James built his house next to it. In succeeding generations American industrialists would make a separation between their working existence and their leisure, but James, like most artists and craftsmen, wanted to live with his work. He never developed a set of independent interests.
By the early fifties his reputation had spread as far west as Illinois. The Rochester Democrat in 1852 published an account of a carriage built for an unnamed 'gentleman from Chicago' whose price was $1,000. Sixty years later, another Chicagoan would buy a Cunningham automobile for $15,000; but a price of $1,000 was tremendous for those days, being about three times as much as an ordinary carriage sold for.
'Mr. Cunningham,' the account concluded, 'turns out none but the best work, and the fact is becoming known abroad pretty extensively.'
In 1853 a modest insertion in the Rochester City Directory advertised 'Cunningham's Coach Factory. Fifty Hands Employed. All My Own Work.' The last phrase meant that, characteristically, James produced his own axles, springs, wheels, and such accessories as folding steps and lamps. Most carriage makers bought these from proprietary firms.
It would be a mistake to think of the establishment as a factory in the modern sense. There is no exact modern parallel. It resembled not so much the flour or cotton mill of those days as an architect's office or a technical school. Nor were the 'hands' employees, as we now use the word. They were apprentices and journeymen, and none of them expected to spend the rest of his life working for wages. The aim was to become an independent proprietor or master, as James had done. The 'factory' was a training school and a means of making and saving money for an independent career. Moreover, even the small independent proprietor dreamed of retiring from business by the time he was fifty. The ultimate goal in America before the Civil War was a place in the country: a farmhouse surrounded by eighty or a hundred acres of land. The ideal is depicted in the popular engravings of Currier and Ives.
There were other contrasts to modern times. From 1800 until the coming of the Civil War the wage-scale hardly changed: skilled labor got from one to two dollars a day; unskilled, about half that much; however, during that period the amount of goods and services that could be bought with those sums increased enormously. In 1850 a prudent workman might count on saving enough in a single year to buy a small farm, and for the less prudent and the dissatisfied there was always the possibility of moving farther west and becoming squatters.
The point is worth considering; it suggests some of the difficulties James Cunningham had to contend with in what is now called 'the field of labor relations.' Added to them were the difficulties arising out of his insistence on high standards of workmanship.
However, if the temperament of most native American workmen was unsympathetic to craftsmanship, it was receptive to invention. Unlike their British counterparts, American workmen did not try to sabotage the new machines.
Until the use of machinery became widespread, the merchant, rather than the producer, had dominated the market
place. The goods he sold were made either by household labor, as in the boot and shoe industry, or in small shops.
Machines changed all that. They were too expensive for the small independent producer, who had to expand, to become an industrialist, or to go to work for a more successful competitor.
By the late forties considerable machinery for woodworking had been introduced into the business of carriagemaking. Already there were machine saws, which could work in curves as well as straight lines — and a good carriage is almost all curves. In the fifties there was a proliferation of other power tools. James Cunningham himself invented and patented some of them. With the expansion of his plant and his market he, too, was becoming an industrial ist; but at the same time he was still the best workman in the factory.
It might be supposed that at last James' period of struggle to establish the firm on a solid base had come to an end. He was known and respected; he had a working-force of well-trained men and a wide market, — but in 1857 there was another financial panic in the United States, and its consequences for the company were temporarily disastrous.
The panic — and the depression that followed it — were mainly the result of the collapse of a railroad boom. More than 25 per cent of the active capital in the country was invested in railroads, and when these failed to show profits as soon as was expected the market collapsed. With its collapse came that of the banks, which had depended on railroad securities for their own collateral. The West, James' principal market, was especially hard hit. Every Western bank but one closed. James was forced into bankruptcy.
In this failure there was a compensating circumstance. Rufus Keeler, a former mayor of Rochester, was appointed receiver for the firm, and Keeler had a nephew, Rufus K. Dryer, who had been named after him. When reorganization had been completed in 1860, James Cunningham, as a favor to Mayor Keeler, hired young Rufus as an office boy and undertook to teach him the art of coach-making.

COMPANY PICNIC, BLACKSMITHS AND APPRENTICES, 1910
Rufus Dryer, born in 1846, was three years younger than James' son Joseph; a year older than James' daughter Margaretta, whom he would one day marry. He was an active, quick-minded boy, and, as it turned out, he had a talent for finance. It was a talent the firm would need and profit from.
By the time the Civil War broke out the company was back on its feet, and with the ending of the war, James was at last freed from the worries and uncertainties that go with founding an enterprise and getting it solidly established. He was free to make carriages, and the reward of his early struggles was twenty years of calm prosperity and expansion.
His son Joseph, born in 1843, became a partner in 1868. Rufus Dryer became a partner in 1875 and married Margaretta Cunningham in the same year. Joseph and Rufus were both men James could rely on. He never had the feeling so many founders have had, that his probable successors were impatient to change the institution he had made. His son and son-in-law were sufficiently tough-minded to resist the great temptation of the Gilded Age, which was to use a business enterprise as a mere occasion for speculation.
As a result, when the great crash came in 1873, to be followed by another long depression, the company was unaffected. Almost alone among Rochester firms it expanded, adding to its labor force and its plant acreage. By 1874 there were two hundred employees; at the end of the seventies, four hundred. There were 'repositories', which is to say, branch offices with display rooms, in Louisville, Nashville, Memphis, and New Orleans, in the South; and in Chicago, Des Moines, Kansas City, Topeka, Denver, and San Francisco, in the West. In 1876, Cunningham carriages and a hearse won prizes at the Philadelphia Centennial Exposition, — and Cunningham vehicles would continue to win prizes at every important exposition from then on.
If the years from Andrew Jackson to the end of the nineteenth century were marked by progress, — in science and invention, and toward social and economic stability, they were also years of a decline in taste and style. Architecture
became either heavy or flimsy, painting and sculpture merely genteel. The carriage stands almost alone among the artistic productions of that era. It maintained its elegance. It even represented an improvement in style over the carriages of the preceding century.
The history of the carriage is shorter than most people suppose. It does not really begin until the eighteenth century. Before that, wheeled vehicles, even the ornate coaches of state in which kings rode, were essentially wagons, ponderous and uncomfortable. Carriages, and even travel for pleasure, came into their own when coach-makers learned to make proper springs. Springs were important; rubber tires would not be invented until 1886, and pneumatic tires later still.
Once he had solved the problem of suspending his vehicles properly, the coach-maker turned his attention to body-making. Here his principal aim was to combine a large number of materials — iron, brass, woods of various kinds, leather, horsehair, wool, silk, glass — in a form that was both sturdy and elegant. Unlike modern automobiles, carriages were expected to last indefinitely. Elegance, as always, was a matter of good lines rather than applied decoration, but decoration was part of a carriage: the effect the coach-maker wanted was one of richness, not sparseness.
Color, too, was important. In an age whose taste ran to somber browns, the carriage was a glittering exception. A Cunningham landau made for President Cleveland in the eighties had green panels, black body with thin gold stripes, and a lining of green cloth. Other carriages might have red or yellow wheels. Polished brass fittings and varnished mahogany caught the sunlight.
Most styles originated in Paris. British and American coach-makers were inspired by books of colored plates from France — even the victoria was a French invention — but these style books told nothing of how to construct a carriage. Techniques of construction and finishing were secret, handed down from masters to journeymen, who in turn became masters.

PHYSICIAN'S PHAETON
The first vehicle built by the Company in 1838. It is shown here driven by Augustine Cunningham, President 1909-1957.

PANEL-BOOT VICTORIA, 1900
With the disappearance of the carriage, knowledge of most of these techniques has been lost, but we know enough about the process of finishing the body of a carriage to recognize that is was nearly identical to that of finishing the bodies of Cunningham automobiles in the next century. The process is not one that lends itself to mass-production or assembly-line methods.
The Cunningham company built not only carriages but also ambulances and hearses. Ambulances tended to be utilitarian in design; hearses, ornate and expensive. Even before the Civil War a hearse costing $2,300 had been made for a Pittsburgh undertaker. Another, sold in the eighties to a Chicagoan, so impressed the buyer that he wrote to inform the company that he was having his entire premises redecorated in a manner befitting the sumptuousness of the hearse.
Prices ran from $400 to $2,500, and production of hearses became a mainstay of the firm; in the nineteenth century the impulse to celebrate important occasions with ceremonious formality took the place of the modern impulse toward informal play. "Having fun" was for children; adults enjoyed oratory and parades and ostentation. Funerals became fashionable, to such a point that in 1867 a bishop of Rochester was obliged to limit the permissible number of carriages in a cortege to twelve.
Nowadays it is hard to see how James Cunningham, having the feeling for elegance and clean lines that is manifested in his carriages, could have liked making these heavy, embellished hearses, cumbered with carved wooden draperies, tassels, columns, and garlands, but there is no evidence that he objected to it. As examples of wood-carving they were superb, and perhaps the designs were the equivalent for him of those drawings of impossible monuments and edifices in which architects sometimes indulge.
In January, 1882, there came an event for which the firm was not prepared. Organized by the Knights of Labor, the workmen asked for higher wages and a relaxation of the strict shop rules. What particularly aggrieved them was the
punctuality with which the gates of the plant were closed at starting-time every morning.
The firm rejected the demands, at first refusing even to discuss them, and the workmen struck. It was a peaceable strike until March, when fist-fights broke out between union men and imported strike-breakers, but in that same month it was ended through the mediation efforts of the mayor of Rochester. The shop rules to which the workmen had objected were abolished, and there was a wage increase of 12&#frac12; cents a day. More important, there was no aftermath of bad feeling.
Nevertheless, the strike was an indication that times had changed. The worker of 1882 was no longer the quasi-independent journeyman of thirty years back, looking forward to years of complete independence. He had become a wage-earner, and he expected to remain one. If management was paternalistic — and this management was benevolently so — it was like a father who finds it hard to believe that his son is growing up and considers his demands a sign of ingrat itude. The strike came as a shock.
In some ways the shock was salutary. It cleared the air. Not until 1904 would there be another strike, the only other in the long history of the firm.
Also in 1882, the firm was incorporated as James Cunningham, Son and Company. It was now the largest industrial enterprise in Rochester, both in its plant area and in its capitalization of $800,000. If it was not the biggest coach-works in the world, it rivaled the biggest.
By this time, James was at an age to retire. His son and son-in-law were taking over; but he had no wish to stop working. He was president of the new corporation and remained so until he died, but his real interest continued to be carriage-making. Partly crippled by an accident at the plant in 1884, partly by arthritis, he continued to go to the factory every day, visiting each department, talking to the workmen. He had known some of them for almost half a century. With unconscious flattery he treated even the youngest of the
apprentices as if they shared his passion and talent for making carriages and improving the process of making them. In all his life very little else had interested him.
VIS-A-VIS SLEIGH ON BOB RUNNERS, 1870

AMERICAN TOWN COACH OR FORMAL COACH, 1890
The coach through the years maintained its place as the "chief of every class"; while many vehicle builders could add the designation "carriage builder" after their names, few deserved the appellation "coach maker."
"Success is constitutional," said Emerson, who belonged to the same generation as James Cunningham, "a plus condition of mind and body: depends on power of work, on courage." Power of work, Emerson thought, came from concentration and routine, from choosing a single course and staying with it. Whether or not he had read this, James knew it without being told.
He died in 1886, and the workmen marched in a body to his funeral. One of them wrote a tribute which all the rest signed. It described him as a cheerful man, of great kindness. "Himself a workingman, he knew the wants of workingmen, he appreciated the difficulties and hardships to which they are exposed . . . He came to be looked upon, especially by those in his employ, as a kind and loving father. They felt he was their friend. They could ask help of him as of a brother. They regard his death as a personal bereavement."